我们的东昌府【本地】铸铁闸门球墨铸铁闸门专注细节专注品质产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:东昌府【本地】铸铁闸门球墨铸铁闸门专注细节专注品质的图文介绍


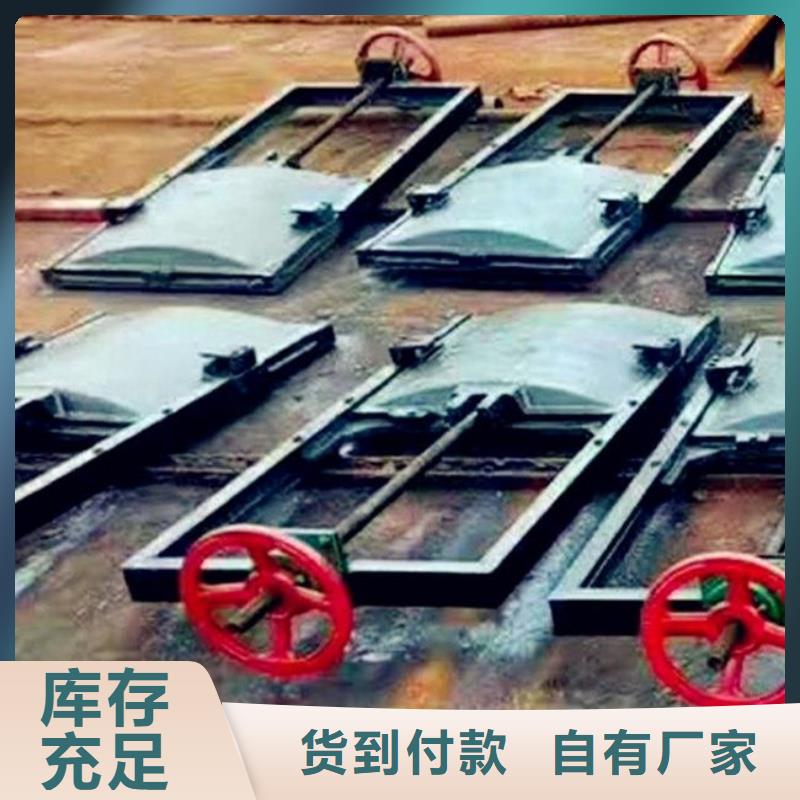
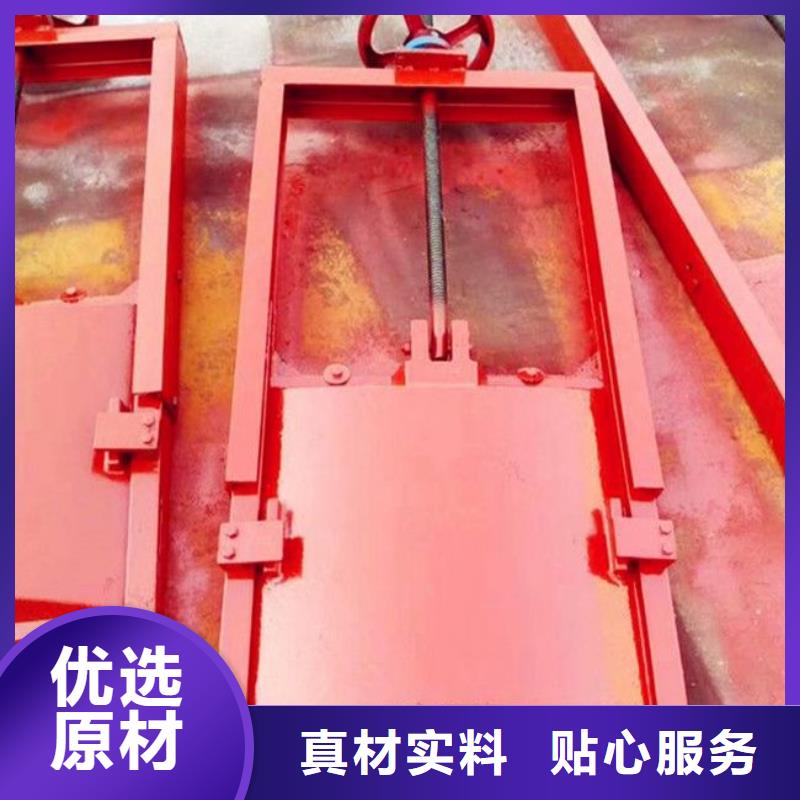
铸铁闸门使用和保养也会造成铸铁闸门变形。按理说,铸铁闸门安装时,铸铁闸门的门缝和板表面是一体安装的,辅助铸造方法(也可以一次安装并一体铸造),在浇筑之前,以密封止水面和侧向引导面为基准,将门框调节,固定并支撑在后表面上,而且为防止变形,铸铁闸门安装时还应密封浇铸浆料,以防止泄漏;但是,要是大家错误安装了铸铁闸门,再加上,水利水电工程的热性能,铸铁闸门和起重机被海水侵蚀,特别是已经运行了几十年的铸铁闸门,会不可避免地受到腐蚀、变形情况。所以,铸铁闸门安装时应正确安装,即准备一台吊车或者钩机用绳索把闸门吊耳进行连接然后把闸门放进闸槽里面,待闸门放进闸槽里面后,需要用水平尺来找平,进而做闸门的固定工作,闸门固定牢固后把两边支一下模板,千万注意不要让门板盖住模板,然后进行二期浇筑,浇筑完成后12小时提一下闸门看下是否二期混泥土浇筑到闸门上。好了,以上就是关于铸铁闸门变形的原因解释,希望大家能够了解,然后选择高质量的铸铁闸门,正确安装使用,才能更好地发挥其止水作用。



这是商家河畔水利机械厂发布的 东昌府铸铁闸门、产品,一下是 东昌府铸铁闸门、高清大图和产品介绍,产品真是有效,价格实惠,量大从优。


铸铁闸门用于水利工程,其主要功能是满足排水要求并调节排水量。现在市面上销售的铸铁闸门无论是在功能方面,还是在性能上面,已经在原来的基础上,都较以前有了明显的改善。内部采用先进的制造技术,在强压力的作用下,内部结构被严格密封,而在闸门两端,采用铸造技术。生产完成后,对铸铁闸门表面进行处理,以提高表面的耐磨性和抗磨损能力,终达到增加其使用寿命的作用。为了提高铸铁闸门的抗腐蚀能力,制作厂家在制作闸门的时候,一般都会对其表面进行氮化处理,将其安装在水利工程里面,闸门能够按照启动要求,对水流起到限流作用,便于水利工程的管理。但是我们都知道铸铁闸门也是有一定的使用寿命的,特别是长期侵泡在溶液当中。为了保证其使用性能,在使用期间,一定要对铸铁闸门进行定期检查。如果有需要进行维护,还需要对其进行维护。这样才能够预防,当上游下来了大量的水流之后,能够高效对水流进行调节,保证水利工程的安全。



平面钢闸门挡水面板形状为平面的一类钢闸门,直升式平面闸门。平面钢闸门的组成和结构布置:平面钢闸门是由活动的门叶结构、埋固构件和启闭机机械三部分组成。门叶结构是用来封闭和开启孔口的活动挡水结构。由门叶承重结构、行走支撑以及止水和吊具等组成。埋固构件包括(1)主滑道的轨道;(2)侧轮和反轮的轨道;(3)门楣,底坎;(4)门槽护角、护面和底滥。支承边梁是为于闸门两边支承在滑块或滚轮等行走支撑上的竖向梁。主要承受由主梁等水平梁传来的水压力产生的弯矩,以及纵向联结系和吊耳传来的门重和启闭力等竖向力产生的拉力或压力。 钢制闸门防腐解决方案一、闸门概况 闸门广泛应用于水库、水渠、水工隧洞、水闸等水工建筑物上,它们调节流量、控制水位、蓄水泄洪,造福人类。钢闸门作为闸门中常见的一种,具有承压力大、重量轻、启闭灵活、寿命长等优点。然而有资料证明:每年钢材表面的腐蚀在大气中为0.10mm,在河水中为0.15mm,在海水中为0.30mm。因此必须重视钢闸门的防腐处理工作,即采取有效防腐措施减缓钢闸门表面腐蚀速度,延长使用寿命,保证工程安全运行。 二、闸门防腐处理工艺 2.1钢闸门防腐措施 钢闸门防腐措施常见有三种,即涂料防腐、金属防腐和外加电流阴极保护与涂料联合防腐。 涂料防腐是利用涂料涂装在闸门结构表面形成保护层,把钢材与工作介质隔离,从而达到防腐目的。涂料防腐对闸门结构无特殊要求,应用很广泛。 金属防腐一般指喷锌、喷铝,而喷锌常用。喷锌就是通过一套专用设备将锌丝融化喷射到闸门结构表面形成锌镀层,防止钢材腐蚀。由于锌镀层本身有一些细微孔隙,所以常与涂料防腐联合应用。喷锌防腐常用于数量少、面积小、维护条件差、工作环境恶劣、防腐要求较高的重要结构。 外加电流阴极防腐是以闸门结构作为阴极并合理地布置一些辅助阳极,在电解质溶液中,通过牺牲阳极来保护阴极的电化学防腐方法。该方法常与涂料防腐联合使用,用于保护面积较大,结构数量较多而集中,表面形状比较简单而又常浸水中的重要结构。 2.2钢闸门一般防腐处理工艺 无论采用哪种防腐措施,必须首先对钢闸门结构表面进行表面处理,方法有三:人工法、机械法和化学法。目前常用的是干喷砂法(属机械法)。因此一般钢闸门防腐工艺流程为:表面处理(喷砂)—喷镀(喷锌)—涂料涂装。三、钢闸门防腐处理中需要注意的几个问题 由于受施工季节、工期和场地等条件影响,防腐处理过程中常出现一些违规现象,为此有必要从理论上提高认识,做到有据可查、有规可依,从而有效提高防腐质量。下面结合施工经验对一些难以统一标准的问题作简单论述。 3.1气象条件 气象条件主要是作业时的温度、湿度和露点。对喷砂和喷漆作业,要求:钢板表面温度高于露点3℃以上;相对湿度不大于85%;环境湿度喷砂为0℃以上,喷漆为10℃以上。露点是指潮气将凝结成液体的温度。 3.2环境条件 喷砂场地严禁闲人进入,保护磨料干净、清洁;喷砂作业与喷锌、喷漆作业要进行有效隔离,防止相互影响。 3.3各工序间的时间间隔 喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。 3.4喷涂距离与角度 喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。 3.5涂层遍数与厚度 一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。 3.6边角位置及拼接焊缝处的喷涂 为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。 闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。 四、防腐处理质量检查 钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。 4.1表面处理(喷砂) 一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。 4.2喷锌 外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。 镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。





 扫一扫
扫一扫