想了解我们的铜陵(本地)无缝钢管【20号无缝钢管】品质做服务产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:铜陵(本地)无缝钢管【20号无缝钢管】品质做服务的图文介绍
无缝钢管[20号无缝钢管]品质做服务")
铜陵杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。
无缝钢管[20号无缝钢管]品质做服务")
无缝钢管[20号无缝钢管]品质做服务")
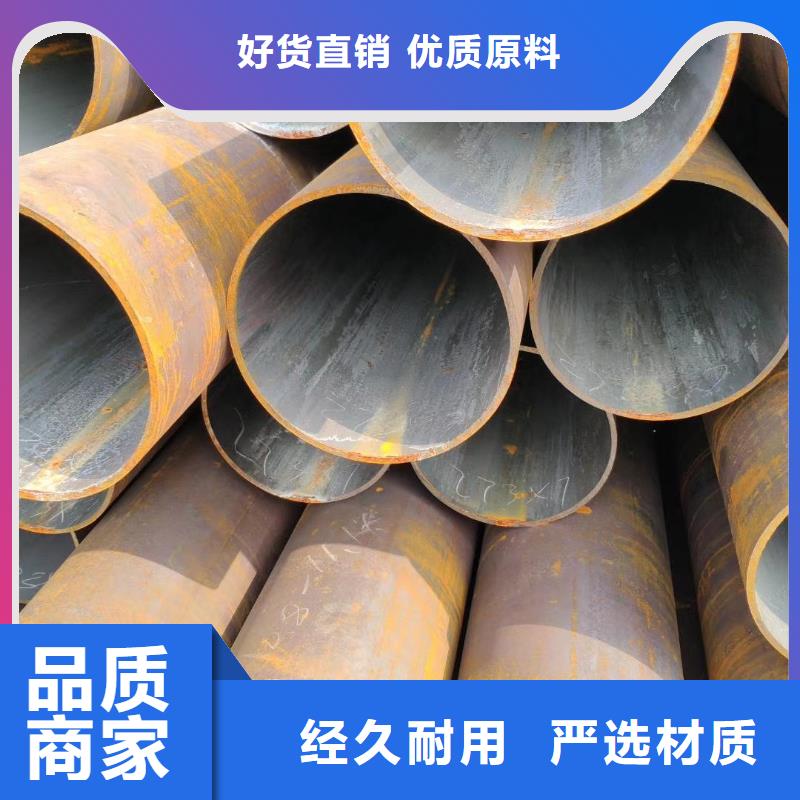
铜陵无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,往往铜陵无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类一般钢管,铜陵无缝钢管选用了一系列的新科技的生产技术,随后才拥有铜陵无缝钢管扎实的品质。 铜陵无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,往往铜陵无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类一般钢管,铜陵无缝钢管选用了一系列的新科技的生产技术,随后才拥有铜陵无缝钢管扎实的品质。 针对焊管大家都很了解。今日给大伙儿详细介绍铜陵无缝钢管和焊管的差别究竟在哪? 首先:关键的便是她们的成形加工工艺不一样。一般的钢管,例如自来水水管,一般是根据将平板才经钣金折弯后电焊焊接起來的,这类加工工艺非常简单不光滑,制成品生产加工后能够在上面发觉一条焊接。而铜陵无缝钢管一般是将熔融状态的铁水根据环状双缝库存积压出去后再经过拉申等工艺处理成形,在这类加工工艺下就沒有焊接。 在特性上,铜陵无缝钢管在承受压力工作能力上较一般钢管有挺大提升,因此常常被用以髙压机器设备应用。如液压机械的管道联接等。而一般钢管的焊接位置是其薄弱点,焊接品质也是危害其总体特性的关键要素。
无缝钢管[20号无缝钢管]品质做服务")
无缝钢管[20号无缝钢管]品质做服务")
无缝钢管[20号无缝钢管]品质做服务")
杰达通钢管有限公司座落在开发区汇通国际金属物流园;公司占地面积50余亩,厂房建筑面积7000多平方米。分别有涂塑车间、挤出车间、复合车间、注塑车间和仓库。公司注重人才的管理和培养,以人为本,科学发展的宗旨。
本公司已完成GB/T19001-2000IDT ISO9001:2000质量管理体系认证。严格执行CJ/T120-2008.CJ/T136-2007产品标准,公司始终坚信没有好的产品质量没有企业的生存和发展,每道工序都有相应的检验员控制。公司主营产品(铜陵) 本地 铜陵外径385厚皮管、。 以客户为重,让我们服务于每一位客户,能及时与客户沟通听取客户反馈的意见和建议。及时解决客户在产品使用过程中的问题,是我们每一位员工的责任。为保证供货的即使和客户的需要,公司实行24小时生产,每月月产量1600多吨。满足了客户的需要和工地工期紧及时安装的问题。 面对快速发展的管道防腐行业,潞沅公司将继往开来,发扬“与时俱进,追求超卓”的潞沅精神,凭借优良的产品质量、完善的服务体系,以市场化、多元化的经营理念开拓发展,创造出更加辉煌灿烂的明天。无缝钢管[20号无缝钢管]品质做服务")
无缝钢管[20号无缝钢管]品质做服务")
铜陵无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。安全臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换安全臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。
无缝钢管[20号无缝钢管]品质做服务")
无缝钢管[20号无缝钢管]品质做服务")
无缝钢管[20号无缝钢管]品质做服务")





 扫一扫
扫一扫